





Детали для литья под давлением из титанового сплава
Технология литья под давлением из титана и титановых сплавов (MIM) может обеспечить крупномасштабную и недорогую подготовку малых и средних изделий из титана сложной формы, что имеет большое значение для продвижения производства и применения титана и титановых сплавов. товары.
Технология литья под давлением из титана и титановых сплавов (MIM) может обеспечить крупномасштабную и недорогую подготовку малых и средних изделий из титана сложной формы, что имеет большое значение для продвижения производства и применения титана и титановых сплавов. товары. Qinhuangdao Zhongwei Precision Machinery Co., Ltd. представляет собой коллекцию литья под давлением металла из медного сплава, литья под давлением металла на основе железа, литья под давлением металла на основе нержавеющей стали, литья под давлением металла из алюминиевого сплава, литья под давлением металла из никелевого сплава, литья под давлением металла из кобальтового сплава. литье, литье металлов под давлением из вольфрамового сплава Комплексное высокотехнологичное предприятие, объединяющее исследования и разработки, производство и продажу литья под давлением, деталей для литья под давлением из титанового сплава, литья под давлением металла из цементированного карбида и конструкционных деталей из порошковой металлургии.
Описание продуктазапись
1. Стандарты реализации: компания строго придерживается сертификации ISO9001, ISO14001, IATF16949.
Продукция прошла сертификацию ROHS, FDA EU и др.
2. Стандарты материалов продукта: ISO, GB, ASTM, SAE, EN, DIN, BS, AMS, JIS, ASME, DMS, TOCT, GB
3. Основные процессы: литье под давлением MIM, порошковая металлургия PM, литье по выплавляемым моделям, литье алюминия под давлением,
4. Доступные материалы для порошковой металлургии:
Медные сплавы, железные основы, титановые сплавы, основы из нержавеющей стали, алюминиевые сплавы, никелевые сплавы, кобальтовые сплавы, вольфрамовые сплавы, цементированные карбиды, гидроксисплавы, магнитомягкие материалы и 3D-печать могут быть настроены в соответствии с требованиями заказчика.
Исследования и применение
Процесс литья под давлением металлического порошка обычно включает в себя несколько основных процессов, таких как подготовка материала для литья под давлением, литье под давлением, отклеивание, спекание и необходимая постобработка.
Как показано на рисунке 1, металлический порошок и компоненты органического связующего смешивают, замешивают и гранулируют для приготовления литьевого материала, а затем литьевой материал впрыскивают в форму при определенной температуре и давлении и после охлаждения извлекают из формы для получить определенный инъекционный материал. Необработанное тело формованного изделия затем подвергается процессу отсоединения для удаления всех органических компонентов, кроме металлического порошка, содержащегося в необработанном теле, чтобы стать отсоединенным телом, и, наконец, спекается для получения металлических инъекционных деталей из титанового сплава для гольфа с желаемыми свойствами.
Технология литья под давлением металлического порошка реализует органическую комбинацию литья под давлением и традиционной технологии порошковой металлургии, преодолевая высокую стоимость процесса механической обработки, простую форму традиционного процесса литья, низкую производственную эффективность процесса изостатического прессования и цементации, а также традиционный процесс литья. . Недостатки многих дефектов и низкая точность допуска значительно способствовали производству и применению изделий из титана и титановых сплавов (как показано на рисунке 2).
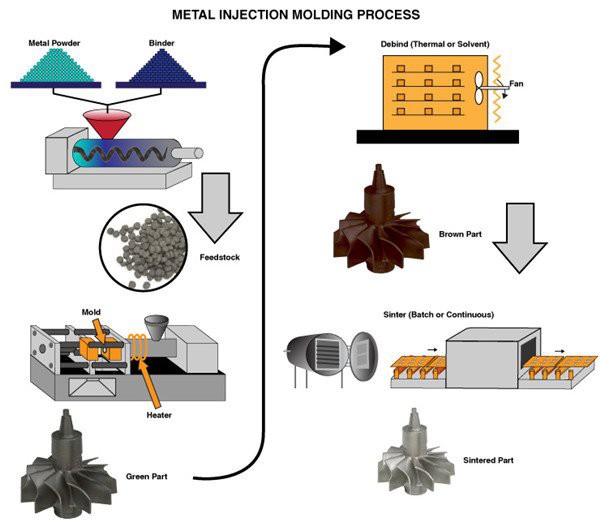
Рис.1 Технологическая схема производства титана и титановых сплавов производства МИМ

Рис.2 Применение титана и титановых сплавов производства МИМ
Ниже представлены характеристики и преимущества металлических деталей для литья под давлением из титанового сплава, а также обобщается прогресс исследований в области технологии литья под давлением металлического порошка из титана и титанового сплава из порошкового сырья, широко используемых связующих систем, литья под давлением, разрыхления и спекания. Существуют основные проблемы, и анализируется направление исследований литья металлических порошков из титана и титановых сплавов.
1. Исследовательский статус литья под давлением металлического порошка из титана и титанового сплава.
Исследования показали, что на механические свойства, коррозионную стойкость и биомедицинские свойства изделий из титана и титановых сплавов, полученных литьем под давлением, большое влияние оказывают относительная плотность, содержание примесей, легирующие элементы и микроструктура.
После спекания изделия для литья под давлением его относительная плотность составляет около 95 процентов, и будет определенная доля остаточных пор.
Эти остаточные поры становятся источником трещин при разрушении образца и оказывают большое влияние на механические свойства материала, такие как прочность на растяжение, пластичность, вязкость разрушения и усталостная прочность. Следовательно, чем выше относительная плотность изделий из титана и титановых сплавов для литья под давлением, тем лучше их механические свойства.
Элементы-примеси, такие как кислород, углерод, азот, водород и т. д., особенно кислород, увеличивают предел текучести, предел прочности и твердость материала и снижают пластичность. Примесные элементы растворяются в матрице титана при температуре спекания. В связи с отсутствием эффективного восстановителя трудно контролировать примесные элементы титана и титановых сплавов в процессе спекания. количество.
Микроструктура титана и титановых сплавов, в том числе размер зерна и фазовый состав после спекания, могут влиять на механические свойства материала. В совокупности материалы из литого под давлением титана и титанового сплава с превосходными характеристиками имеют более высокую плотность, низкое содержание примесей (обычно содержание кислорода), соответствующий состав сплава, мелкие зерна и меньше дефектов во время уплотнения.
1.1 Порошковое сырье
Выбор порошкового сырья является важным этапом в процессе литья титанового порошка под давлением. Распределение частиц по размерам и морфология порошка напрямую влияют на текучесть и формуемость материала для литья под давлением, сохранение формы сырого тела во время отслаивания и усадку во время спекания.
В настоящее время широко используемые способы получения порошка титана и титанового сплава включают механический метод и метод распыления.
Форма порошка, полученного при механическом измельчении (например, шаровом измельчении, шаровом измельчении с перемешиванием, шаровом измельчении с высокой энергией вибрации и струйном измельчении и т. д.), обычно неправильная или угловатая.
Процесс гидрирования-дегидрирования (ГДГ) заключается в том, чтобы воспользоваться очевидным охрупчиванием титана после поглощения водорода, измельчить его механическим измельчением или струйным измельчением, а затем подвергнуть дегидрированию для получения титанового порошка неправильной формы, как показано на рисунке 3 (а). . Методы распыления (такие как распыление инертным газом, распыление плазменным лучом с вращающимся электродом и распыление электрода с индукционным плавящимся газом) могут выполняться в полностью инертной атмосфере для поддержания высокой чистоты исходного порошка, что приводит к сферической форме и распределению частиц по размерам. довольно широкий и имеет хорошие упаковочные свойства, как показано на рис. 3(б).
Кроме того, в отличие от технологии производства стального порошка, титановый порошок с меньшим размером частиц труднее производить. С уменьшением размера частиц увеличивается удельная поверхность, а также увеличивается содержание примесных элементов.
Обычно размер частиц порошка титана, используемого в МИМ, составляет менее 45 мкм. Когда размер частиц порошка слишком велик, во время процесса впрыска может возникнуть явление разделения порошка и связующего, что приводит к дефектам. Это необходимо полностью учитывать при разработке состава литьевого материала и конструкции пресс-формы.

Рис.3 ГДГ (а) и газораспыленный (б) титановый порошок, используемый в МИМ
1.2 Связующее
Связующее представляет собой носитель, который существует поэтапно на протяжении всего процесса литья под давлением. Его основная функция состоит в том, чтобы заставить порошок равномерно заполнить форму в жидком состоянии, сформировать желаемую форму и поддерживать ее до стадии предварительного спекания.
В процессе литья под давлением связующее должно иметь следующие характеристики: низкая температура плавления, хорошая смачиваемость частицами порошка и быстрое отверждение, что удобно для приготовления литьевых материалов; хорошая текучесть при температуре впрыска; после формовки легко удаляется с сырца, и остаточных веществ меньше, а продукты разложения нетоксичны и неагрессивны.
Как правило, связующий компонент содержит по меньшей мере первичный компонент и вторичный компонент:
Основной компонент используется для смачивания частиц металлического порошка и обеспечения необходимой текучести, в то время как вторичный компонент обеспечивает достаточную прочность инъекционного тела во время процесса впрыска и после удаления основного компонента связующего.
В большинстве случаев связующая система имеет третий компонент, такой как поверхностно-активное вещество, для улучшения совместимости между металлическим порошком и полимером.
В соответствии с основными компонентами клеевых компонентов, обычно используемые клеевые системы можно разделить на системы на основе воска, системы на основе ароматических соединений, системы на основе полиоксиметилена и системы на водной основе.
1.2.1 Клей на восковой основе
Обычно используемые воски для связующих систем на основе воска включают несколько полимеров с короткой цепью, таких как парафин, пчелиный воск и пальмовый воск. Они имеют низкие температуры плавления, хорошую смачиваемость, короткие молекулярные цепи и низкую вязкость, а изменение их объема меньше, чем у других полимеров при разложении. , что полезно для обеспечения точности размеров продукта.
Обычно используемыми вторичными компонентами систем на основе парафина являются полипропилен, полиэтилен, сополимер этилена и винилацетата, полиметилметакрилат с высокой молекулярной массой и т. д. улучшить совместимость между порошком и полимером.
Самая ранняя связующая система на основе воска, о которой сообщалось в литературе, была Kaneko et al. использование сополимера парафин-поли-н-бутилметакрилат-этилен-винилацетат-дибутилфталат в качестве связующего для смешивания с титановым порошком для приготовления материалов для инъекций. , загрузка порошка 56 процентов, спекание при температуре 1300 градусов и 1,3 Па после разъединения. Полученный спеченный образец имеет относительную плотность 94 процента и прочность на сжатие 1000 МПа, но практически не обладает пластичностью из-за слишком высокого содержания примесей.
изучили двухэтапный процесс разъединения, сочетающий разъединение в вакууме и разъединение в атмосфере аргона, что значительно снизило содержание углерода и кислорода в спеченных деталях.
Гуо и др. заменили часть парафина полиэтиленгликолем с лучшей смачиваемостью, разработали связующую систему парафин-полиэтиленгликоль-полиэтилен-полипропилен-стеариновая кислота и использовали ее в литье под давлением чистого титана и сплава титан-алюминий-ванадий, спеченных деталей имеют хорошее сохранение формы и небольшие колебания размеров. Из-за снижения содержания кислорода и углерода производительность также значительно улучшается, и достигается более высокая производительность.
Кроме того, некоторые исследователи используют пальмовый воск для частичной замены парафина и пальмового масла для полной замены парафина [14] для связующих систем на основе воска, и эффект формования также очень хорош, но поскольку элемент кислорода, содержащийся в самом пальмовом воске, также Источник кислорода, поэтому содержание углерода и кислорода в конечном продукте немного выше, а механические свойства не так хороши, как у парафиновой системы.
Оптимальная связующая система на основе воска, описанная в литературе, была предложена Friederici et al. . В ходе эксперимента соотношения парафина, полиэтилена низкой плотности и стеариновой кислоты были скорректированы для получения четырех соотношений связующего. В результате процессов формования, разъединения и спекания различных материалов для литья под давлением были получены образцы с относительной плотностью 98,1 процента и химическим составом, удовлетворяющим требованиям вторичного чистого титана.
Связующая система на основе воска занимает важное место в литье под давлением, но поскольку связующая система на основе воска использует органические растворители для растворяющего разъединения и имеет низкую эффективность обезжиривания, исследователи продолжают внедрять инновации на этой основе и разрабатывать новые клеи. агентская система.
1.2.2 Клеи на основе ароматических соединений
Ароматические соединения (такие как нафталин, антрацен и др.) могут растворяться при очень низких температурах. В условиях низкого давления они могут быть непосредственно преобразованы из твердых веществ в газы путем сублимации при температуре ниже их точки плавления. В качестве связующих используются ароматические соединения. Разделение может значительно повысить эффективность процесса разъединения.
Вейл и др. используемые ароматические соединения в литье под давлением порошка титана. В его исследованиях были получены плотные сплавы титан-алюминий-ванадий и пористые сплавы титан-алюминий-ванадий с использованием нафталина, 1% стеариновой кислоты и 3% -12% сополимеров этилена и винилацетата в качестве связующих.
В ходе эксперимента, поскольку нафталин непосредственно сублимировался в газ и выгружался, в процессе разъединения не появлялась жидкая фаза, и объем образца не менялся, и, в отличие от обезжиривания растворителем, поверхностная энергия, задействованная в методе сублимации, была низкой, что означало общее обезжиривание таких дефектов, как деформация. , растрескивания и т. д. можно избежать, в результате эксперимента в конце концов была получена относительная плотность спеченного образца 96,6 процента, а содержание углерода не увеличилось.
Несмотря на то, что связующая система достигла отличных характеристик продукта, ароматические соединения в системе по-прежнему оказывают влияние на окружающую среду и физическое здоровье, и за ними не последовали исследования и широкомасштабные применения.
1.2.3 Клей на основе ПОМ
Полиоксиметилен был впервые использован в клеевой системе компанией Celanese Corp в 1984 году, а затем разработан BASF, что позволило компонентам клея не содержать воска и компонентов с малой молекулярной массой.
Полиоксиметилен является основным компонентом связующей системы, а полиэтилен (ПЭ) постепенно добавляется в качестве каркасного связующего в более позднем процессе разработки.
На основе этой связующей системы BASF в настоящее время производит компаунды для литья под давлением, охватывающие широкий спектр материалов, включая низколегированные стали, нержавеющие стали, инструментальные стали, титан и титановые сплавы и керамику.
Замечательной характеристикой полиоксиметилена является то, что он более чувствителен к кислотным реагентам и склонен к кислотному разложению. Следовательно, при обработке сырца в кислой атмосфере ниже температуры его размягчения полиоксиметилен находится в твердом состоянии, что позволяет избежать таких дефектов, как трещины и расширение, вызванное кипением компонентов связующего, а также имеет небольшую деформацию и хорошее сохранение формы. . Точный контроль размера.
Кроме того, из-за большой скорости диффузии, по сравнению с другими методами обезжиривания, скорость обезжиривания выше, что может достигать 10-кратной скорости отслаивания традиционных растворителей, при этом обеспечивая более толстый размер отслоения.
Хотя клеевая система на основе ПОМ обладает многими из вышеперечисленных преимуществ, она также имеет много недостатков.
Агрессивные пары азотной кислоты часто используются в качестве катализатора в процессе каталитического отслоения. С одной стороны, полиоксиметилен может разлагаться на стадиях прединъекционной подготовки и литья под давлением с образованием высокотоксичного формальдегида, а продукты разложения необходимо сжигать в две стадии. С другой стороны, кислая среда, играющая каталитическую роль, более агрессивна для оборудования и требует больших капиталовложений.
1.2.4 Клеи на водной основе
Разрыхляющие растворители (такие как гептан и гексан) или продукты разложения связующих компонентов (ароматические мономеры и формальдегид), используемые в вышеупомянутых связующих системах, более или менее вредны для окружающей среды и операторов. Поэтому разработка связующей системы с использованием экологически безопасных растворителей имеет большое значение.
Существующие экологически безопасные связующие системы используют воду в качестве разрыхляющего растворителя.
В соответствии с различной ролью воды в приготовлении инъекционных материалов такие связующие системы можно разделить на два типа: на основе геля и не на основе геля.
Обычно используемым полимером для систем на негелевой основе является полиэтиленгликоль, который обладает лучшими свойствами, недорог и легко доступен. Полиэтиленгликоли с низкой молекулярной массой могут быть быстро и почти полностью удалены при 60°С, а молекулярная масса обычно используемых полиэтиленгликолей находится в диапазоне от 500 до 2000. Обычно используемым основным связующим является полиметилметакрилат с молекулярной массой 10000.
использовали водорастворимый связующий компонент полиэтиленгликоль-полиметилметакрилат-стеариновая кислота при загрузке порошка 69%.
В эксперименте полиэтиленгликоль полностью удалялся в воде при 55°С в течение 5 ч, а полиметилметакрилат полностью удалялся в потоке горячего несвязанного аргона при 44°С. Конечное содержание кислорода (массовая доля) в приготовленных образцах составляло 0,2 процента, соответствующая прочность на растяжение составляла 850–880 МПа, а удлинение составляло 8,5–16 процентов, что соответствовало стандарту ASTM класса 5 Ti.
Большинство связующих на основе геля представляют собой природные вещества, такие как целлюлоза, крахмальный агар и др.
Tokura использовал агар для замены полимерного связующего в литье под давлением титанового порошка и изучил термическую стабильность, растворимость и вязкость впрыска связующей системы.
В отчете Metal Powder Report (MPR) сообщается об исследовании производства оральных имплантатов из титанового сплава с использованием клеев на основе агара, состоящих из агара, воды и гелевых армирующих материалов.
Suzuki et al. подготовили образцы с относительной плотностью 97,3 процента, используя связующее, содержащее 4 процента массовой доли агара (молекулярная масса 82 500), массовые доли углерода и кислорода в образцах составляли 0.33 процентов и 0,3 процента соответственно, а предел текучести составил 539 МПа. , удлинение составляет около 10 процентов. Экспериментальные результаты показывают, что при использовании высокомолекулярного агара прочность геля увеличивается, но остаточное содержание углерода и кислорода выше, что приводит к снижению плотности спекания спеченных деталей, а также к снижению прочности на разрыв и относительного удлинения.
Негелевые связующие на водной основе легко контролировать, оборудование для обезжиривания дешевле, чем другие методы обезжиривания, связующие биоразлагаемы и нетоксичны для микроорганизмов, но очистка обезжиривающих сточных вод требует дополнительных затрат.
Контроль размера конечных деталей, изготовленных из инъекционного материала системы связующего на основе геля, затруднен, а состав недостаточно стабилен, а условия процесса и контроль качества сложны, и все еще необходимы дальнейшие исследования и оптимизация.
1.3 Литье под давлением, разрыхление и спекание
Параметры процесса литья под давлением определяются свойствами литьевого материала и геометрией целевого продукта.
Как упоминалось выше, размер частиц порошка титана обычно является крупным. По сравнению с литьем под давлением из нержавеющей стали легко получить явление разделения порошка и связующего. Перед литьем под давлением следует сформулировать соответствующие параметры процесса литья в соответствии с реологическими свойствами материала для литья под давлением, чтобы уменьшить дефекты в формованном теле.
[Wang et al.] использовали сплав Ti–6Al–4V в сочетании с порошковой связующей системой на основе воска для приготовления материалов для литья под давлением, а также протестировали и проанализировали реологические свойства материалов для литья под давлением при различных нагрузках порошка и температурах, создав основу для составления подходящих рецептур. параметры литья под давлением. .
Парк и др. использовали аэрозольный порошок титана, порошок титана HDH и сфероидизированный порошок титана HDH для приготовления материалов для инъекций, измерили их реологические свойства и поведение при отслаивании, а также предложили индекс формуемости материалов для инъекций. Была оценена производительность, и результаты анализа обеспечили теоретическую основу для одновременного использования порошка ГДГ и аэрозольного порошка в системе впрыска.
Основываясь на экспериментальном и численном моделировании, Барриер и др. обсудили оптимальные параметры процесса для производства бездефектных металлических деталей, полученных литьем под давлением, с желаемыми механическими свойствами, на основе методов моделирования с использованием уравнений двухфазного потока и новой модели. разработка Явный алгоритм используется для реализации прогнозирования явления разделения материала в процессе впрыска с помощью численного моделирования.
Чен и др. использовали предварительно легированный порошок гидродегидрогенизации Ti-6Al-4V и систему водорастворимого связующего для приготовления инъекционных материалов, а затем измерили скорость удаления полиэтиленгликоля, водорастворимого связующего компонента, в образцах различной толщины при разных температурах и установил формулу. Для определения механизма разрушения связующей системы использовалась математическая модель диффузионно-контролируемого разрушения.
Сидамбе и др. использовали метод Тагучи для определения оптимального сочетания таких параметров, как оптимальная температура спекания, время, скорость нагрева и атмосфера.
Нор и др. использовали пальмовый стеарин и полиэтиленовую связующую систему для приготовления инъекционного материала Ti-6Al-4V и использовали метод Тагучи для разработки оптимального производственного процесса, и, наконец, получили образец с пределом текучести 934,4 МПа и удлинение 10 процентов. Общие свойства соответствуют требованиям ASTM B348-02 Медицинские титановые сплавы.
Обаси и др. приготовлены образцы Ti–6Al–4V со свойствами, соответствующими требованиям ASTM B348–02 из титанового сплава марки 23, и изучено влияние изменений в системе основных технологических параметров на процесс термического удаления связующего и спекания порошковых компонентов МИМ Ti–6Al–4V. .
Лимберг и др. приготовили Ti–45Al–5Nb–0.2B–0.2C путем смешивания элементарных порошков в процессе литья под давлением и изучили влияние времени спекания и атмосферы спекания на свойства при растяжении и микроструктуру, а также получили антирезистентные свойства. Образец с пределом прочности около 630 МПа.
Гуо и др. приготовили материалы из чистого титана и Ti–6Al–4V по технологии литья под давлением, изучили влияние процессов термической обработки, таких как горячее изостатическое прессование и отжиг, на свойства материалов из сплавов, а также качественно охарактеризовали эффект термической обработки с помощью микроструктуры и механических свойств. тестирование. и количественная характеристика, его микроструктура представлена на рисунке 4.
Инъекционный материал готовят путем смешивания титанового порошка, распыленного газом, гидрогенизированного титанового порошка и связующей системы на основе парафина. После литья под давлением растворитель отслаивают в смеси гептана и этанола, а температуру повышают до 350, 420. После выдержки при 600 градусах связующее полностью удаляется, а температура спекания составляет 1230 градусов в течение 3 часов. Наконец, свойства растяжения спеченных образцов составили 389-419 МПа, а удлинение - 2 процента -4 процента.
Члены этой исследовательской группы использовали распыленный газом титановый порошок и систему водорастворимых связующих для приготовления образцов из чистого титана и изучали влияние температуры спекания и времени выдержки на свойства образцов из чистого титана. Вакуум 3 Па, температура спекания 1350 градусов и удлинение 20,3 процента после выдержки в течение 3 часов, что полностью соответствует оптимальному образцу производительности порошковой металлургии ASTM F 2989-13, относительная плотность 96,9 процента, прочность на растяжение 443 МПа, биомедицинская степень II чистый титановый стандарт.

Рис.4 Микроструктуры образцов Ti (а) и Ti-6Al-4V (б), приготовленных из сырья на основе воска
2 Новые материалы для литья под давлением из титана и титановых сплавов
Титан и титановые сплавы в настоящее время широко используются в ортопедических, стоматологических устройствах и медицинских имплантатах, но из-за разницы между их механическими свойствами и механическими свойствами человеческой кости (модуль упругости около 20 ГПа) он производится в кости. /имплантат интерфейс. Эффект защиты от стресса, приводящий к долгосрочным клиническим эффектам, может быть значительно нарушен, как показано на рисунке 5.
Поэтому исследователи скорректировали механические свойства титановых материалов, изменив структуру и состав сплава титановых материалов, чтобы приблизить их к структуре и свойствам естественных костей человека.

Рис.5 Сравнение модуля упругости биомедицинских титановых сплавов
2.1 Пористые титановые материалы и титано-керамические композиты
Пористые титановые материалы и новые системные материалы из титановых сплавов имеют соответствующую структуру пор и механические свойства и являются идеальными материалами для имплантатов для ортопедической замены.
С одной стороны, это может эффективно уменьшить несоответствие напряжения между имплантатом и костной тканью, тем самым уменьшая эффект экранирования напряжения и реализуя длительную и эффективную функцию имплантата; с другой стороны, пористая структура является необходимым условием для врастания костных клеток в имплантат. Взаимосвязанная пористая структура может пропускать большое количество жидкости организма, что может дополнительно способствовать росту костных клеток.
Гу и др. сформировали новый тип сплава TC4 со структурой с открытыми порами путем добавления TiH2 в порошок титан-алюминий-ванадиевого элемента в качестве пенообразователя и активного агента. Распределение пор по размерам является однородным, размер пор составляет 90–190 мкм, а пористость составляет около 43–59 процентов. , модуль упругости колеблется от 5,8 до 9,5 ГПа. Энгин и др. [35] использовали порошковое литье под давлением (PIM) в сочетании с технологией порообразователя для получения микропористых титановых сплавов и изучали влияние количества порообразователя полиметилметакрилата на плотность и сопротивление сжатию сплава. и модуль упругости.
Тансер и др. использовали распыленный сферический порошок, титановый порошок HDH и связующую систему на основе воска, добавив определенное количество NaCl и KCl в качестве порообразователей, для изучения влияния исходного порошка на характеристики конечного пористого продукта из титана, и далее корректировкой порообразователя. В зависимости от дозировки агента можно получить пористый титановый материал с требуемой пористостью и размером пор медицинского имплантата, а химический состав материала может соответствовать стандарту третичного чистого титана.
Чен и др. использовали NaCl в качестве порообразователя в сочетании с литьем на основе воска из гидрогенизированного титанового порошка для приготовления образцов для литья под давлением. Регулируя количество NaCl, внутри инъекционной части можно сформировать сообщающееся отверстие, а его механические свойства аналогичны свойствам губчатой кости.
Барбоза и др. впервые применил порошок Fe22Cr для проверки реологических свойств литьевых материалов с различными связующими системами. По результатам эксплуатационных испытаний была выбрана подходящая связующая система на восковой основе, а затем объединена с порошком Ti и порообразователем NaCl для теплого прессования и многокомпонентного литья под давлением. , компонент спинального имплантата с плотным внешним пористым ядром и градиентом пористости был приготовлен путем обезжиривания и спекания.

Рис.6 Компонент для литья под давлением из пористого титана с использованием NaCl в качестве держателя
Гидроксиапатит (ГА) обладает уникальными преимуществами при замещении и реконструкции кости благодаря своему химическому составу и кристаллической структуре, свойственной естественной костной ткани человека, и начинает играть все более важную роль в биомедицинских устройствах. .
Однако ГА является хрупким и имеет плохие механические свойства, поэтому его нельзя использовать в качестве несущего компонента в одиночку. Поэтому появился новый тип биомедицинского материала, состоящего из ГА и титанового материала.
Thian et al.] изучали получение композитов Ti6Al4V/HA методом литья под давлением. Сначала композитный порошок Ti6Al4V/HA был приготовлен методом керамического осаждения, а затем приготовленный порошок был смешан с коммерческим связующим ПАН-250S для приготовления инъекционного материала. Были протестированы реологические свойства инъекционного материала, изучена скорость нагрева в процессе отклеивания. Влияние расхода газа дебондинговой атмосферы и дебондинговой атмосферы на дефекты дебондинга, количество удаленного связующего и остаточное содержание углерода; влияние параметров процесса спекания (скорость нагрева, температура спекания, время выдержки, скорость охлаждения и др.). Пористость полученного образца составила около 50%; кроме того, был проанализирован процесс биологической деградации приготовленного материала Ti6Al4V/HA в среде жидкости организма и охарактеризованы результаты испытаний механических свойств.
2.2 Новые материалы из титанового сплава
Биомедицинская область является важной отраслью применения титановых материалов, и направление спроса на ее применение напрямую влияет на тенденцию развития титановых материалов.
Ранние титановые материалы в основном представляют собой чистый титан (фаза), но чистые титановые материалы имеют низкую прочность и низкую износостойкость, а затем развивают высокую прочность и высокую ударную вязкость плюс тип, представленный сплавом Ti6Al4V, Ti6Al7Nb и Ti5Al2.5Fe.
Ост и др. успешно изготовлены материалы для костных винтов с превосходными характеристиками с использованием порошка Ti6Al7Nb и связующей системы на основе воска (парафин плюс ПЭ плюс стеариновая кислота), как показано на рисунке 7, с относительной плотностью 97,6%, пределом прочности на разрыв 815 МПа и пределом текучести. прочность 714 МПа. Удлинение 8,7%.
Результаты исследований показывают, что элементы сплава, такие как Al и V в широко используемом сплаве титан-алюминий-ванадий и сплав титан-алюминий-ниобий, высвобождают цитотоксические ионы элементов Al и V после того, как имплантат входит в организм человека, причиняя вред человеческому организму. . .
В результате исследователи провели серию разработок системы сплавов титана нового поколения, содержащих Nb, Ta, Zr, Mo, Sn и другие элементы биобезопасности без элементов Al и V.
В настоящее время биотитановые сплавы, которые были разработаны и исследованы, в основном включают Ti-15Nb, Ti-13Nb-13Zr, Ti-35Nb-7 Zr-5Ta, Ti-12Mo-6Zr-2Fe, Ti-35.3Nb-5.1Ta-7.1Zr и Ti- 29Nb-13Ta-4.6Zr и др. [44]. Из-за ограничений технологии измельчения и других аспектов эти системы сплавов редко используются в процессах порошкового литья под давлением.
Чжао и др. провел эксперименты по литью под давлением с использованием порошка титана и порошка ниобия и успешно приготовил двухфазный сплав TiNb с относительной плотностью около 95 процентов. Путем испытания механических свойств сырых тел, отслоившихся деталей и спеченных деталей, а также спекания с различным содержанием сплава Влияние содержания Nb на микроструктуру и механические свойства сплава изучалось путем сравнения наблюдения и сравнения микроструктура сплава.
Арокиасами и др. приготовили сплав Ti5Fe5Zr, добавив элементы Fe и Zr в порошок чистого титана HDH, и измерили механические свойства сплава. механизм.

Костной винт Ti6Al7Nb производства MIM
3. Перспективы
Низкий удельный вес, высокая удельная прочность, отличная биосовместимость и стойкость к окислению, а также хорошая коррозионная стойкость титана и титановых сплавов делают их широко применимыми в аэрокосмической, медицинской, химической, автомобильной и повседневных потребительских товарах. Потенциал развития.
По сравнению с традиционными методами обработки, такими как ковка, литье и механическая обработка, литье под давлением порошка имеет очевидные преимущества, однородный состав сплава, высокую степень использования сырья и высокую производственную мощность крупномасштабных сложных деталей, что может значительно способствовать производству титана. и изделия из титановых сплавов. и приложение.
Хотя в исследованиях литья под давлением титана и титановых сплавов был достигнут некоторый прогресс, в реальном процессе промышленного производства цена высококачественного порошкового сырья относительно высока, преобразование и применение новых высококачественных систем титановых сплавов литья под давлением недостаточно, и трудно контролировать химический состав изделий. Ряд проблем, в том числе более крупных, еще предстоит решить.
Кроме того, с быстрым развитием технологии микросистем в последние годы спрос на микрокомплексные компоненты, используемые в микросистемах, продолжает расти. Порошковое литье под давлением должно быть переведено с традиционных типов продуктов на микропродукты и превращено в порошковое микролитье. технология формирования.
В настоящее время большинство технологий микролитья под давлением ориентированы на полимеры, нержавеющую сталь и другие системы материалов. В микролитьевом формовании титана и титановых сплавов еще предстоит изучить много проблем.
Таким образом, развитие исследований в области литья под давлением из титана и титановых сплавов должно быть сосредоточено на исследованиях и разработках новых систем из титановых сплавов, разработке недорогих высококачественных технологий приготовления порошков из титановых сплавов и исследованиях в области микролитья титана под давлением. материалы, подходящие для микро- и сложных устройств.
Считается, что благодаря углубленным исследованиям технологии литья под давлением из титана и титановых сплавов технология литья под давлением из титана и титановых сплавов добьется большого прогресса, а затем будет способствовать быстрому развитию титановой промышленности.
Процесс пост-кастинга
1. Термическая обработка: отжиг, карбонизация, отпуск, закалка, нормализация, поверхностный отпуск.
2. Технологическое оборудование: ЧПУ, WEDM, токарный станок, фрезерный станок, сверлильный станок, шлифовальный станок и т.д.;
3. Обработка поверхности: порошковое напыление, хромирование, покраска, пескоструйная обработка, никелирование, цинкование, чернение, полировка, воронение и т.д.
Формы и контрольные приспособления
1. Срок службы формы: обычно полупостоянный. (кроме потерянной пены)
2. Срок поставки формы: 10-25 дней (в зависимости от структуры и размера продукта).
3. Обслуживание оснастки и пресс-форм: Zhongwei отвечает за прецизионные детали.

Контроль качества
1. Контроль качества: уровень брака составляет менее 0,1 процента.
2. Образцы и пробный запуск будут проверены на 100 процентов во время производства и перед отправкой, проверка образцов для массового производства в соответствии со стандартами ISDO или требованиями заказчика.
3. Испытательное оборудование: дефектоскопия, анализатор спектра, анализатор золотого изображения, трехкоординатная измерительная машина, оборудование для определения твердости, машина для испытания на растяжение.







Отправить запрос